
Innovations in Polymer Chemistry and Process Engineering
The traditional role of a polymer additive in a lubricant has been as a thickener or viscosity modifier (VM), and/or as a pour-point depressant. Viscosity modifiers are also called viscosity index (VI) improvers but today, the value a polymer additive brings to a lubricant has expanded significantly to meet dynamic equipment challenges.
Governmental air emissions regulations and consumer demand for better fuel economy continue to drive changes in engine and driveline hardware for both passenger and commercial vehicles. As a result, greater demands are often placed on the lubricant, and performance additives and polymeric viscosity modifiers must deliver. These demands include greater dispersion, better control of oxidation-related deposits and viscosity increase, the ability to control soot-related viscosity increase and wear in low emission heavy-duty diesel engine oils and the ability to provide greater efficiency and fuel economy.
Dedicated to addressing dynamic lubricant performance needs, Lubrizol invests in the development of innovative polymer chemistry and polymer processing techniques. Dr. Michael Covitch, a Senior Fellow in Lubrizol?s R&D Division, discussed some of these innovations at the 2013 STLE Annual Meeting in a presentation titled ?Polymer Process Engineering for the Lubricant Additives Industry?[1].
Three innovations reviewed by Dr. Covitch are already making an impact in the market today: (1) functionalised ethylene propylene (EP) polymers (made via reactive extrusion grafting), (2) radial or star architecture polyalkylmethacrylate (PMA) polymers (made via RAFT living free radical polymerisation) and (3) high dispersive mixing to prepare concentrated blends of styrene-butadiene viscosity modifiers in oil.
Reactive extrusion grafting
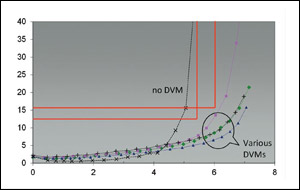
When a new generation of low emission diesel engines, equipped with cooled exhaust gas recirculation (EGR) technology, was introduced in 2006, the industry observed a greater tendency toward higher levels of soot in the engine oil, potentially leading to severe viscosity increase and wear.
Lubrizol research determined that specially designed dispersant functionalised polymers provided the best solution to control both soot mediated oil thickening (Figure 1) and soot related engine wear. To bring this new polymer technology solution to market, Lubrizol developed its own process using reactive extrusion grafting.
Reactive extrusion is not new to the polymer industry, but it has not until the last decade been used to create functionalised polymers for the lubricant market. Lubrizol?s grafting process involves feeding conventional EP polymer feedstock into an industrial scale twin screw extruder. A reactive carboxy chemical, maleic anhydride. as well as a peroxide initiator are injected into the extruder under precisely controlled conditions. The result is a maleic anhydride-grafted solid polymer (Figure 2). This polymer is further reacted with a patented amine composition to complete the functionalisation process. Conventional grafting processes in oil solution suffered from long cycle times, side reactions such as partial grafting on the diluant oil and homo-polymerization of the grafting monomer. Lubrizol?s solid state continuous extrusion grafting process greatly reduces cycle time and eliminates or reduces the potential for side reactions to occur. In addition to developing the reactive extrusion process itself, Lubrizol introduced a number of customised analytical tests to measure key quality control parameters such as maleic anhydride concentration, melt index (molecular weight), colour, and insolubles content. The final process has resulted in the capability to produce grafted EP polymers at high yields and throughput rates.
RAFT polymerisation
Vehicle and equipment manufacturers continue to place high priority on improving energy efficiency and fuel economy. Studies show that reducing viscosity during cold start-up (typically from -20 to 25?C), and at normal operating temperature (in the range of 40 to 80 C) improves mechanical efficiency. High viscosity index (VI) fluids can help achieve this performance. High VI fluids are less viscous at low and normal operating temperatures but maintain viscosity at higher temperatures. This improves efficiency at cold start and under normal operation without sacrificing protection at high temperatures.
A relatively recent newcomer to the polymer polymerisation scene exhibits outstanding efficiency benefits - Reversible Addition Fragmentation Chain-Transfer (RAFT) living free radical polymerisation.
Although this chemistry has been known for nearly two decades, until 2011, quantities of RAFT chain-transfer agent (CTA) were not available for industrial-scale manufacture of star and block copolymer polyalkylmethacrylate viscosity modifiers. Over a period of years, Lubrizol made a substantial investment in process development and engineering which led to the successful manufacture of the RAFT agent in production scale equipment. The current process represents a great improvement from the original laboratory scale process in terms of cost, yield and waste (Figure 6).
Lubrizol?s Asteric? radial or star polymethacrylate polymers are made using RAFT living free radical polymerisation. These polymers provide the high viscosity index and exceptional durability needed for the newest generation fuel efficient driveline lubricants. As a result, Astericpolymers are quickly becoming a highly effective viscosity modifier solution for improving equipment efficiency.
Note [1]: Authors / Institutions: Michael Covitch, G. Chris Meldrum and Barton J. Schober, The Lubrizol Corporation, Wickliffe, OH, USA. David Price, Lubrizol Limited, Hazelwood, Derby, UK.
 +91-22-24193000
+91-22-24193000 Subscriber@ASAPPinfoGlobal.com
Subscriber@ASAPPinfoGlobal.com